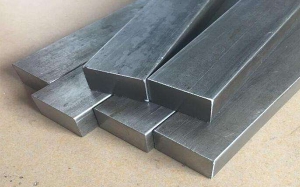
在冷拔扁钢的生产过程中,采用优质的硬质合金模具和模具维修人员来保证准确均匀的公差和光滑的表面,这与其先进的冷挤压工艺有关,有助于使冷拔钢产品的表面光滑光亮。
冷拔扁钢由于精度准确表面状况良好,所以生产而成冷拔扁钢产品可直接使用,如喷涂、打砂,打弯、转孔也可按实际要求精拉之后直接电镀,免去了大量机加工时间几节省配置加工机械的费用。
冷拔扁钢变形应该如何进行矫正呢?

冷拔扁钢弯曲变形的矫正。用大锤矫正角钢将冷拉角钢放在矫架上,根据长度,一人或两人握紧角钢的端部,另一人用大锤击中冷拔扁钢的立边面和角筋位置面,要求打准且稳。根据冷拔扁钢各面弯曲和翻转变化以及打锤者所站的位置,大锤击打冷拔扁钢各面时,其锤把应略有抬高或放低。锤面与冷拔扁钢面的高、低夹角约为3°-10°。这样大锤对冷拔扁钢具有推、拉作用力,以维持冷拉角钢受力时的重心平衡,才不会把冷拉角钢打翻和避免发生震手的现象。
冷拔扁钢角度变形的矫正。角度变形的矫正时,可制成90°角形凹凸模具用机械压、顶法矫正;少量的冷拔扁钢角度局部变形,可与矫直一并进行。当其角度大于90°时,将一肢边立在平面上,直接用大锤击打另一肢边,使角度达到90°时为止;其角度小于90°时,将内角向上垂直放一平面上,将适合的角度锤或手锤放于内角,用大锤击打,扩开角度达到90°。