扁钢制造时,两立柱的承重销和定位销将作为定位基准。在此时,需要注意的是,上下横梁和左右立柱应该用高强度螺栓连接成一个整体。换句话说,在制造过程中应注意轴承销与冷拔扁钢销孔的匹配,在安装过程中应区分匹配标记。
在冷拔扁钢的制造过程中,由于四根导轨可分为两种规格,且宽度相差很大,所以四根导轨应安装在机架的内腔中。两个较宽的应安装在驱动侧附近,实际上,应安装在主电机侧附近。
同时,还应注意的是,在制作冷拔扁钢时,主框架应吊至预设的安装位置,并且应注意的是,只有下横梁的吊孔可用于防止框架连接螺栓受力。而且还要注意必须按照工艺设计图纸校正主框架的水平位置及其标高,必须注意主框架和两个主电机的相对位置。

应注意的是,主框架的水平度必须用水平仪校正,以便主框架的平面度公差为2mm/m/m。机架安全安装完成后,应注意用扭矩扳手拧紧高强度螺栓组,拧紧扭矩为750N/m。
然后,在制造冷拔扁钢时,在拧紧框架连接螺栓后,应注意确认立柱和横梁的接合面没有间隙,冷拔扁钢直接在框架上完成。
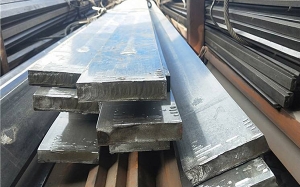
冷拔扁钢运用冷拉率或者冷拉应力叫做双控。冷拔的过程中单纯只依赖冷拉率或者冷拉应力叫做单控,单控的长处是操纵简朴,但是对于材质不平均的钢筋来说,逐根试验不可能达到,从而也不能保证质量。关于实验测定的要求:批次同炉灶的测定试件,数目不能少于四个,每个试件都要经由冷拉力测定出相应的冷拉率,该批扁钢的实际冷拉率就是试件的均匀值,控制应力在冷拔时已经达到了,假如冷拉率没有超过答应值的情况下,可以认定为合格。